5 Yếu tố ảnh hưởng Hiệu suất ép Hạt Nhựa PA66
Trong quá trình ép phun hạt nhựa PA66, chất lượng sản phẩm bị ảnh hưởng bởi rất nhiều yếu tố. Tại bài viết dưới đây, iANFA sẽ chia sẻ với bạn 5 yếu tố ảnh hưởng nhiều nhất đến hiệu suất ép phun nhựa PA66. Nếu bạn quan tâm, hãy cùng iANFA tìm hiểu nhé.
Nội dung bài viết
Các yếu tố ảnh hưởng đến chất lượng trong quá trình ép phun hạt nhựa PA66

So với các công nghệ như đùn thổi hoặc công nghệ thổi phun thì sản phẩm thường không đòi hỏi chất lượng quá cao. Tuy nhiên, linh kiện nhựa được tạo ra từ công nghệ ép phun hạt nhựa PA66 lại đòi hỏi chất lượng cao hơn rất nhiều. Thường được đánh giá cả về bề mặt ngoại quan lẫn kích thước kỹ thuật rất khắt khe.
Linh kiện ép phun nựa PA66 có khả năng xuất hiện nhiều loại khuyết điểm. Cả bề mặt bên ngoài lẫn bên trong bề dày thành của chi tiết sản phẩm. Ảnh hưởng của nó có thể tạo ra các lỗi ngoại quan xuất hiện trên bề mặt bên ngoài. Như cong vênh, khiếm khuyết, dư thừa, xấu bề mặt, trầy xước,… Đến các vấn đề nghiêm trọng hơn. Có thể ảnh hưởng đến sức bền, an toàn, hiệu suất sử dụng, chức năng của linh kiện… Các lỗi này được tạo ra bởi các yếu tố liên quan đến thông số quá trình ép phun, loại PA66 sử dụng. Cũng như kết cấu thiết kế của khuôn hoặc kết hợp của một phần các yếu tố trên.
Qua nhiều thực nghiệm sản xuất sản phẩm của quá trình ép phun nhựa PA66 thì chất lượng của sản phẩm được đánh giá qua các công đoạn tạo sản phẩm của nó. Các yếu tố chính ảnh hưởng của quá trình này bao gồm từ nhiều khâu. iANFA sẽ chia sẻ chi tiết cho bạn như sau:
Để hình thành được sản phẩm có chất lượng tốt, các bạn cần lưu ý các yếu tố sau:
Nhiệt độ nung hạt nhựa PA66
Trong giai đoạn nung chảy hạt nhựa PA66, nhiệt độ nung chảy nhựa sẽ được thiết lập. Gồm nòng tải nhựa từ miệng phễu cấp nguyên liệu vào nòng đến miệng phun nhựa lỏng vào lòng khuôn. Thông thường, nòng nung nhựa được chia làm 3 vùng. Gồm vùng cấp liệu, vùng chuyển hóa từ rắn sang lỏng và vùng định lượng. Tùy thuộc vào nhiệt độ nóng chảy của mỗi loại nhựa PA66 khác nhau sẽ thiết lập nhiệt độ phù hợp. Nhằm tránh hiện tượng nhựa bị cháy vì nhiệt quá cao. Hoặc không thể phun được vì nhiệt độ cài đặt quá thấp. Mặc dù nhiệt độ được cài đặt phân cho từng vùng trên nòng nhựa. Nhưng chúng vẫn có sự ảnh hưởng truyền nhiệt qua lại giữa các vùng.
Ở giai đoạn phun nhựa, nhiệt độ của nhựa PA66 lỏng thay đổi trong suốt quá trình. Kể từ miệng phun của nòng máy ép cho đến điểm cuối cùng của lòng khuôn. Một phần mất nhiệt do trở lực dòng chảy nhựa trong khuôn bởi kết cấu có các vách ngăn, ngõ ngách, góc chuyển hướng của khuôn. Yếu tố nhiệt độ tác động lớn đến khả năng phun nhựa PA66 vào khuôn cũng như chu kỳ tạo sản phẩm. Điều này, tạo các lỗi bề mặt ngoại quan của sản phẩm nhựa. Như vết không điền đầy, vết bóng, vết mờ, vết hàn trên bề mặt, vết dòng nhựa chảy, màu sắc của sản phẩm,…
Tốc độ phun nhựa

Tốc độ phun quyết định đến khả năng điền đầy nhựa lỏng vào lòng khuôn. Tốc độ khuôn ảnh hưởng rất lớn đến lỗi bề mặt vùng xung quanh cổng phun. Cũng như vùng giao nhau giữa các dòng nhựa chảy, các khe hở lòng khuôn nhỏ. Và các vùng cuối cùng của dòng nhựa chảy đến của lòng khuôn. Bề mặt ngoại quan phụ thuộc nhiều vào tốc độ phun nhựa. Như tạo vết quầng, vết phun tia tại vùng gần cổng phun, bọt khí, sản phẩm bị biến màu. Hay sản phẩm bị co rút, cong vênh, nổi bóng hoặc mờ bề mặt,…
Các vùng tập trung bọt khí thường xảy ra ở nơi điền đầy nhựa cuối cùng của lòng khuôn hay bị gờ cản. Dễ tạo khuyết tật của sản phẩm hạt nhựa PA66 tại các điểm này. Vì vậy, khuôn thiết kế cần được bố trí vị trí, kích thước khe hở thoát khí, vị trí cổng phun phù hợp. Mặt khác, tốc độ phun quá cao cũng làm cho khí dồn và thoát không kịp. Sẽ gây ra hiện tượng sản phẩm bị khuyết tật do không khí chiếm chỗ. Hơn nữa, sản phẩm sẽ bị biến dạng khác nhau tại các vùng khác nhau của lòng khuôn. Do vậy, cần thiết lập các tốc độ phun riêng biệt phù hợp cho từng vùng khác nhau của sản phẩm.
Cụ thẻ, khi phun với tốc độ cao, sản phẩm sẽ bị lỗi ba-via nếu lực ép khuôn của máy ép nhựa không đủ lớn. Tuy nhiên, với sản phẩm có thành mỏng, nhiệt độ nhựa sẽ bị nguội nhanh. Vì bị truyền nhiệt qua bề mặt lòng khuôn, nên cần phải phun tốc độ cao.
Áp suất phun
Áp suất phun là thông số rất quan trọng trong quá trình ép phun hạt nhựa PA66. Sự ổn định kích thước và cơ tính của sản phẩm phụ thuộc nhiều vào thông số này. Việc xác định áp suất khuôn hợp lý giúp kiểm soát được sự ổn định chất lượng sản phẩm.
Tương tự như vận tốc phun, áp suất phun cũng bị tổn thất một phần do sự trở lực của các gờ vấu, vách cong. Hay rãnh dẫn nhựa trong lòng khuôn và ma sát với lòng khuôn. Do vậy, dòng chảy nhựa đến các các vùng trên sản phẩm sẽ co ngót không đều. Từ đấy làm ảnh hưởng đến kích thước của sản phẩm sau khi ép ra.
Các vị trí phân giai đoạn trong quá trình ép phun hạt nhựa PA66
Để sản phẩm hạt nhựa PA66 ép phun đạt chất lượng tốt, thì trong quá cả quá trình ép phun gồm nhiều giai đoạn. Chẳng hạn:
- Giai đoạn rãnh dẫn: Dùng tốc độ phun thấp, áp suất phun trung bình.
- Giai đoạn ép phun tạo sản phẩm: Sử dụng tốc độ phun cao, áp suất phun trung bình. Làm cho khuôn đầy đến 90% và ổn định kích thước sản phẩm.
- Giai đoạn điền đầy khuôn: Sử dụng tốc độ phun trung bình, áp suất phun cao. Tạo vẻ đẹp cho ngoại quan sản phẩm.
- Giai đoạn cuối cùng: Sử dụng áp suất duy trì nhằm tránh hiện tượng co ngót sản phẩm.
Nhiệt độ khuôn
Tùy theo thông số kỹ thuật của mỗi loại hạt nhựa PA66 nên nhiệt độ khuôn trong quá trình ép phun có sự khác nhau. Nhiệt độ khuôn được thiết lập và duy trì ở một mức độ phù hợp. Để hoàn thành sự kết tinh sản phẩm, đồng thời đảm bảo được sự đồng nhất kích thước sản phẩm. Nhiệt độ khuôn không đủ nóng khiến sản phẩm bị lạnh sớm dẫn đến tình trạng khuôn không điền đầy. Hiện tượng kết tinh kém làm cho tính chịu nhiệt của sản phẩm bị hạ thấp hoặc biến hình. Nhiệt độ khuôn không đủ mát làm cho sản phẩm không kịp nguội. Khiến sản phẩm bị co ngót hoặc biến dạng cong vênh.
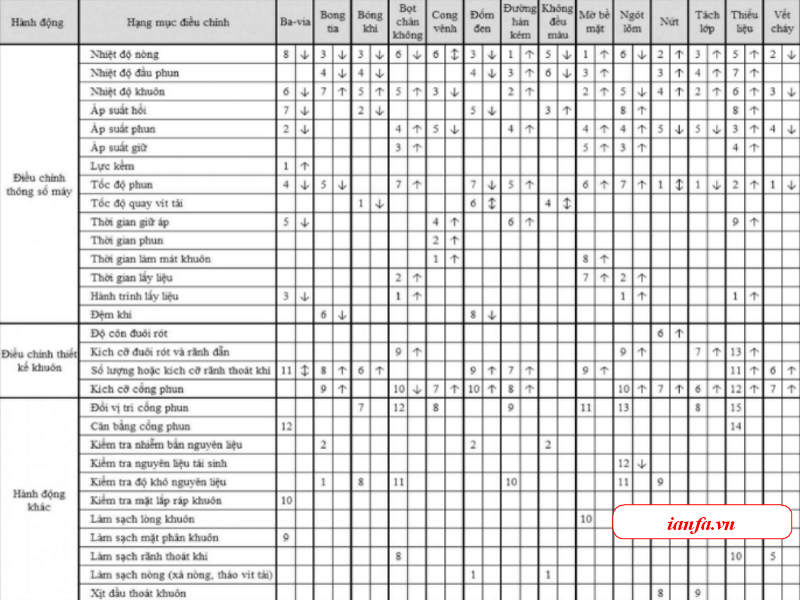
Cách khắc phục lỗi sản phẩm ép phun hạt nhựa PA66
Thông qua các yếu tố liên quan như độ phức tạp sản phẩm cũng như kết cấu thiết kế của khuôn. Hay việc kiểm tra và điều chỉnh khắc phục lỗi sản phẩm ép phun nhựa PA66 cần được thực hiện theo trình tự ưu tiên. Bạn có thể tham khảo bảng dưới đây:
Bên cạnh đó, nhằm hạn chế lỗi sản phẩm phát sinh trong quá trình vận hành khuôn. Cũng như sự tối ưu hóa cơ cấu hoạt động của khuôn. Các bạn nên sử dụng các phần mềm hỗ trợ chuyên dùng. Như SolidWorks Flow Simulation, CAE (Computer-Aided Engineering), Autodesk Moldflow, Sigmasoft, Moldex3D,… Nhằm để mô phỏng hoạt động của kết cấu khuôn, mô phỏng dòng chảy nguyên liệu ép phun. Và quan trọng nhất là các lỗi tiềm ẩn của sản phẩm trước khi thực hiện chế tạo khuôn. Nhằm tối ưu hóa việc thiết kế khuôn ngay từ đầu.
Xem thêm:
2 Nguyên nhân khiến Hạt Nhựa PA66 bị giòn
Kết luận
Như bạn thấy, có nhiều yếu tố ảnh hưởng đến chất lượng ngoại quan của sản phẩm ép phun hạt nhựa PA66. iANFA đã phân tích vô cùng chi tiết cho bạn. Ngoài ra, iANFA cũng đã chia sẻ về việc thực hiện khắc phục lỗi sản phẩm. Hi vọng bạn đã tìm thấy các kiến thức bổ ích. Nếu cần tư vấn thêm, hãy gọi theo số hotline: 0862.088.862 để trao đổi trực tiếp với iANFA nhé.

Theo các số liệu thống kê thì hiện nay, các doanh nghiệp nhựa ở một số nước đã phân phối sản phẩm của mình sang Việt Nam để cạnh tranh. Vậy thị trường hạt nhựa [ppdate] biến động như thế...
9397 Lượt xem
Giá hạt nhựa PP đang là yếu tố được nhiều đơn vị quan tâm nhất hiện nay. Bởi thực trạng thị trường tràn lan các đơn vị kinh doanh vật liệu nhựa hiện nay. Khiến người mua không khỏi băn...
7097 Lượt xem
Hạt nhựa PE là một trong những vật liệu được sử dụng phổ biến nhất hiện nay. Dòng vật liệu này có nhiều đặc điểm vượt trội, và có mức giá rẻ hơn so với các loại nhựa khác. Hiện...
4645 Lượt xem
Hạt nhựa nguyên sinh được ứng dụng rộng rãi để tạo ra sản phẩm yêu cầu kỹ thuật cao. Hơn nữa, có nhiều loại hạt nhựa phổ biến trên thị trường. Vì vậy, giá nhựa nguyên sinh là vấn đề...
4456 Lượt xem
Hạt nhựa tái sinh là vật liệu sản xuất được ứng dụng trong nhiều ngành công nghiệp. Thế nên giá của loại hạt nhựa này là vấn đề được nhiều người quan tâm. Trong phạm vi bài viết này, Ianfa...
3449 Lượt xem
Nhựa nguyên sinh là vật liệu được ứng dụng trong nhiều lĩnh vực khác nhau. Báo giá hạt nhựa nguyên sinh từng thời điểm cũng như thông tin chung về vật liệu này luôn là mối quan tâm của nhiều...
3255 Lượt xem
Việc tái chế nhựa được xem như một hình thức thải rác thông thường nhưng đem lại nhiều lợi ích cho con người. Có thể kể đến như tiết kiệm nguyên liệu và giảm phát thải khí gây hiệu ứng...
3147 Lượt xem
Là một trong những sản phẩm nhựa hoạt động mạnh và có nhiều ứng dụng khác nhau. Nhựa HDPE đang thu hút được sự quan tâm của các doanh nghiệp trong việc sản xuất ra các sản phẩm phục vụ...
2991 Lượt xem
Với sự phát triển của công nghiệp nhựa, nhiều sản phẩm ra đời từ các loại vật liệu khác nhau. Trong số đó, không thể không kể đến hạt nhựa PA66. Một loại nhựa kỹ thuật với những ưu điểm...
2988 Lượt xem
Giá hạt nhựa ABS luôn là điều được nhiều người dùng quan tâm vì đây là loại hạt nhựa được ứng dụng rộng rãi trong nhiều lĩnh vực. Hiểu được điều này, Ianfa Việt Nam sẽ gửi đến các bạn...
2865 Lượt xem
Lưu Minh Hạ 27/11/2024

Lưu Minh Hạ 27/11/2024

Lưu Minh Hạ 27/11/2024

Lưu Minh Hạ 20/11/2024

Lưu Minh Hạ 20/11/2024